有限会社大正製作所のホームページ
説明 1 2 3
ダウロード画面に戻る
描画モード選択画面
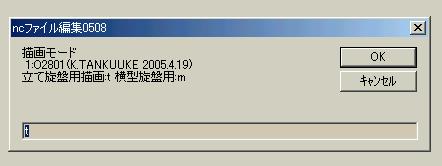
編集画面から描画コマンドを実行すると最初にモード選択の画面が表示されます
説明1のtssnc.iniの内容の説明のとうり デフォルトはtssnc.iniに書き込まれている値を参照しています
立て旋盤用は"t"を 横型旋盤用は"m"を入力してokボタンを押してください
初期描画画面
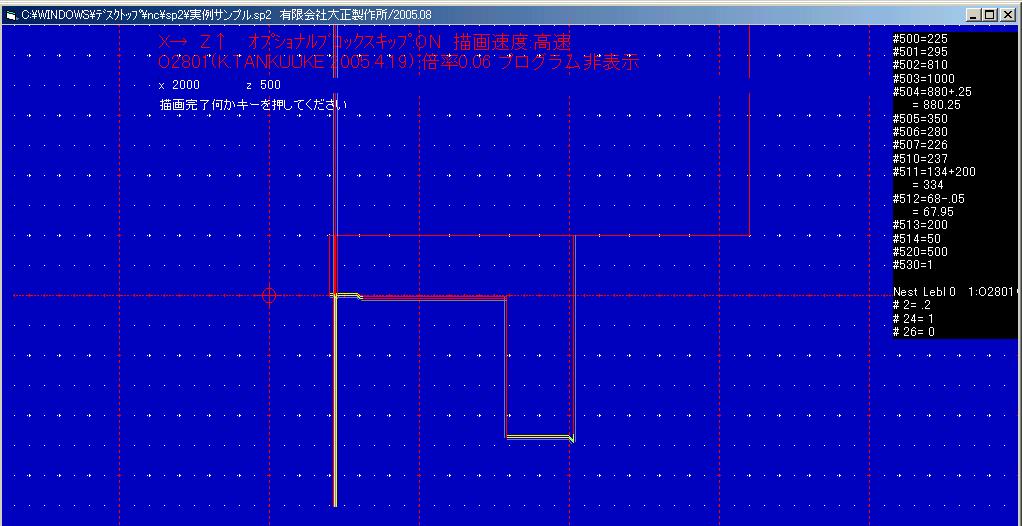
最初連続描画され 完了すると画面のように 「描画完了何かキーを押してください」の文字が表示されます
初期 各モードはオプショナルブロックスキップON 高速 倍率0.06 プログラム非表示です
描画中のキーボード動作は次のとうりです
マウスクリック or esc:描画中断
U or ↑キー:上移動
D or ↓キー:下移動
R or →キー:右移動
L or ←キー:左移動
V:拡大領域選択
B:拡大
S:縮小
I:倍率&原点初期化
P:プログラム表示切替
描画完了画面
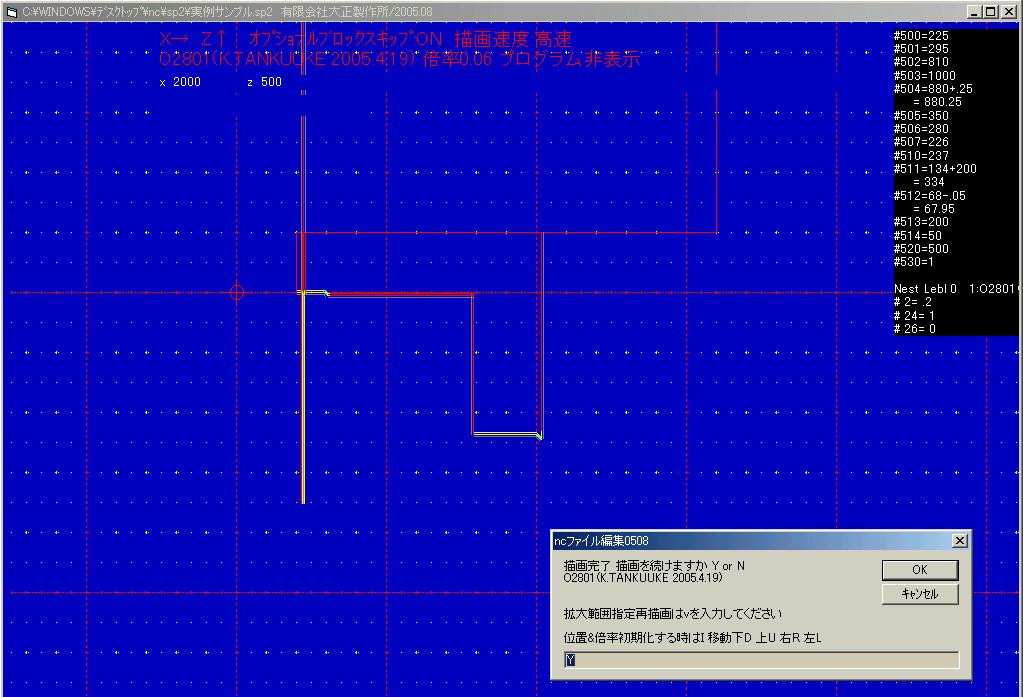
完了画面で画面のようにメッセージがでます
描画を続行する場合は"Y"を入力してokボタンを押してください
終了する場合は"N"を入力してokボタンをクリックするか、escキーを押すかキャンセルボタンを押してください
描画された画面を拡大するときはB 縮小するときはS を入力してください
その他 描画中のキーボード操作と同じ U D R L V Iの各コマンド操作か使用できます
なおBに続けて倍率を入力するとその倍率が反映されます
ステップ描画画面
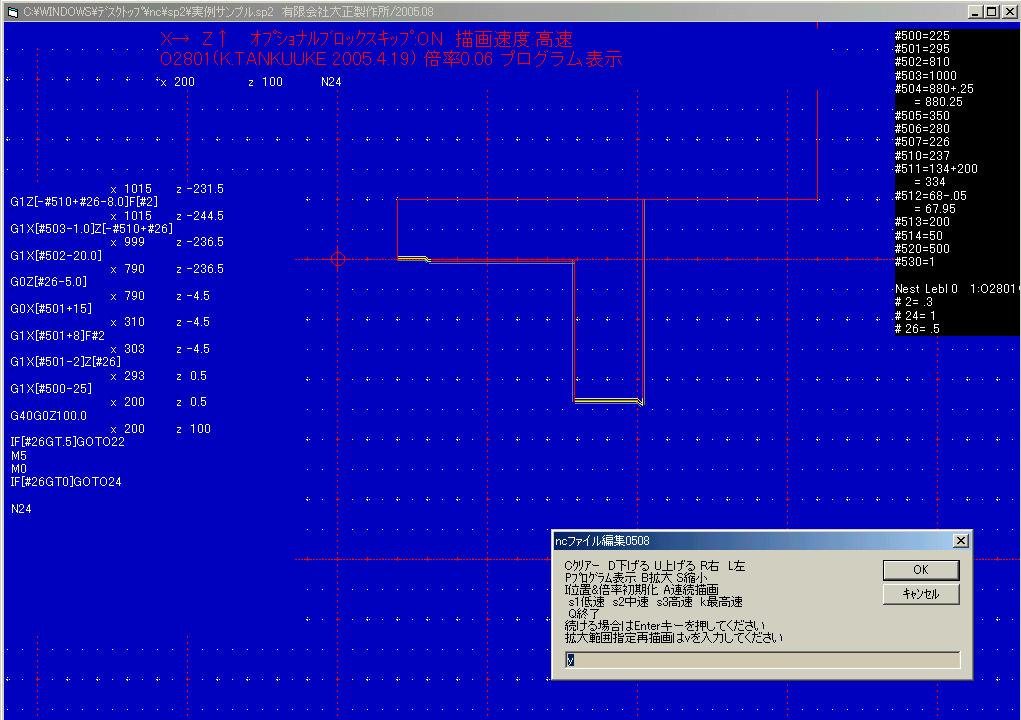
描画完了後"Y"キー入力で描画を続行した場合画面のようにステップモードになります
このモードでのキーボード動作は描画中のU D R L V B S I P のほかに下記のものがあります
Y:ステップモードで続けて描画
A:連続描画
S1:描画速度低速
S2:描画速度中速
S3:描画速度高速
K:描画速度超高速
C:現在まで描かれたものをクリアーします
/:オプショナルブロックスキップON・OFF切り替え
T:立て旋盤用描画 横方向X軸 縦方向Z軸描画
M:横型旋盤用描画 横方向Z軸 縦方向X軸描画
Q or esc:描画終了
U D R L各コマンドに続けて数字を書き込むとピクセル単位で画面を移動します
プログラム表示モードでは画面のように向かって左に表示され軸移動があった場合その数値を表示します
画面右には現在の変数の値が表示されます
その他
立て型は当社で使用しているOM-NEO80に使用されているファナックにあわせて軸移動のブロックで式を使用する場合マクロ[]の有無をチェックするようにしています 横型は中部旋盤のメルダスに合わせてそのチェックはしていません
描画で判別しているGコード:G0G1G2G3G28 および機能は限定されていますが固定サイクルG70G71G72
現在判別しているNCマクロ文:IF GOTO EQ GT GE LT LE NE END WHILE DO SIN COS TAN ATAN SQRT
コーナーC コーナーR ,C,R は判別しています
工具径補正G41G42はしていませんがそのモード中は軸移動軌跡のワーク側に薄茶色の線を表示させています
サブプログラム呼び出しG65G66G67判別していますが動作についてはまだサンプルが少なく確証出来ていません 現在 引数指定方式はABCDEFH...に対応する変数#1#2#3#7#8#9#11...の指定方式のみです
G90G92G94GG73〜G76等の固定サイクルは判別していません
現在判別していないGコードも必要に応じてプログラム化する予定です
説明 1 2 3
ダウロード画面に戻る
E-mail: VZK02425@nifty.com
(C)1997.12 有限会社 大正製作所